Grant Ballantyne博士
![]()
![]()
![]()
![]()
![]()
在先前的出版物中,我们描述了如何计算大小比能量(SSE),以预测生成新的负75 µm材料所需的能量。
但是,如果我们想基准对产品的细化性能比75 µm,显然我们需要更精细的标记尺寸。如果这样做,我们还需要一种方法来比较使用不同标记尺寸的结果。
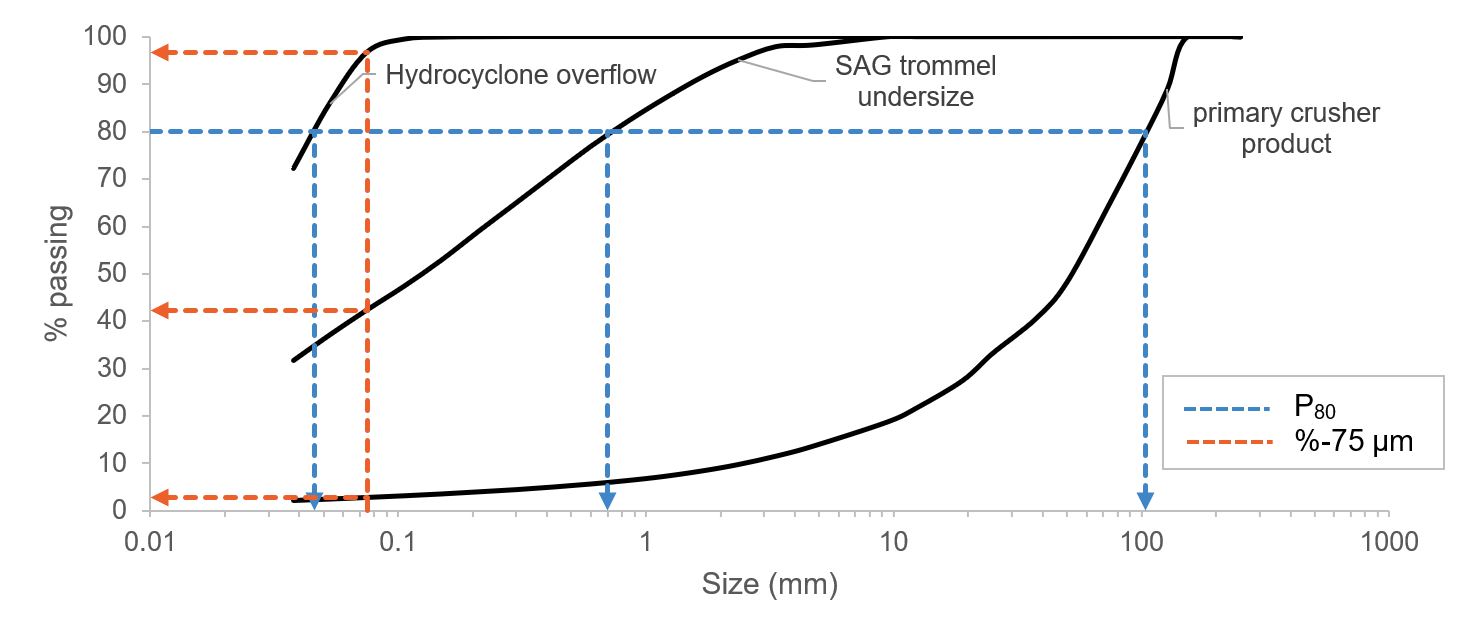
基准能源效率需要三个测量:粉碎功率,岩石吞吐量和所得尺寸降低。前两个测量是相当客观的,但是,第三个测量值是主观的,可以以多种不同的方式进行测量。估计磨削能量需求的两种最流行的方法是债券运营工作指数(OWI)和莫雷尔特定的粉碎能量方法。两者都将粉刺能量与80的降低相关联Th饲料和产品流的尺寸的百分比(F80和p80)。使用债券公式需要满足的一个重要条件是,分布应具有相似的斜率,并且校正因子(例如Rowland在1982年引入的因素)试图在斜坡不同时适应案例。尺寸特异性能量(SSE)通过将研磨能量与产生的新罚款的数量联系起来而有所不同。对于涉及Ag/SAG,HPGR或球铣削的典型电路,-75 µM材料的产生(表示为SSE75)是合适的标记尺寸,可以基准性能,因为它包含表面积生成的80%1能量与表面积的生成成正比2。如图1所示,尽管键方法使用X轴的粒度数据,而SSE方法则使用Y轴传递的%传递数据。该图中描绘的三个尺寸分布是从常规的SABC电路中获得的,代表了主要破碎机产品,SAG Trommel尺寸不足和氢碳隆溢出。在此示例中,发现SAG磨坊的OWI比球厂高30%,因此表明SAG磨坊的效率不如球磨坊。使用键分析时,SAG磨坊的明显低效率是由于大小分布的斜率差异所致。相比之下,当计算SSE75时,它显示SAG磨坊的生产能量比球磨坊少20%。由于粉碎电路的目的是生成最终产品材料,因此SSE方法可以更公平地表明能源效率。
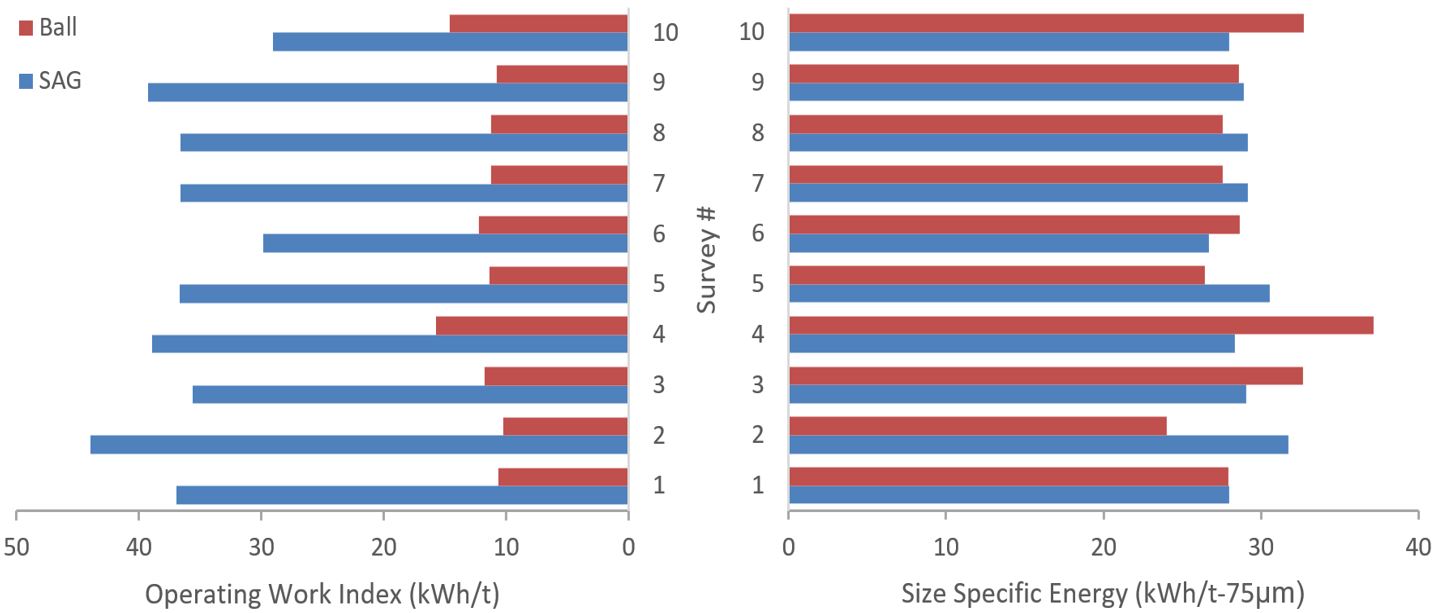
为了进一步探索OWI和SSE之间的差异,使用两种方法比较了同一粉碎电路的十个调查的数据(见图2)。OWI的结果显着差异(因子为3次),而SSE方法的结果更加一致,并表明两种磨机类型与能量输入大致成正比产生细颗粒。实际上,在四次调查中,发现SAG磨坊比球厂更有效地生产电路产品。在使用这种方法的所有调查中,人们一直在观察到类似的结果,包括带有AG磨坊,卵石厂,HPGR,HPGR,搅拌厂和带精美屏幕的球磨机的电路。
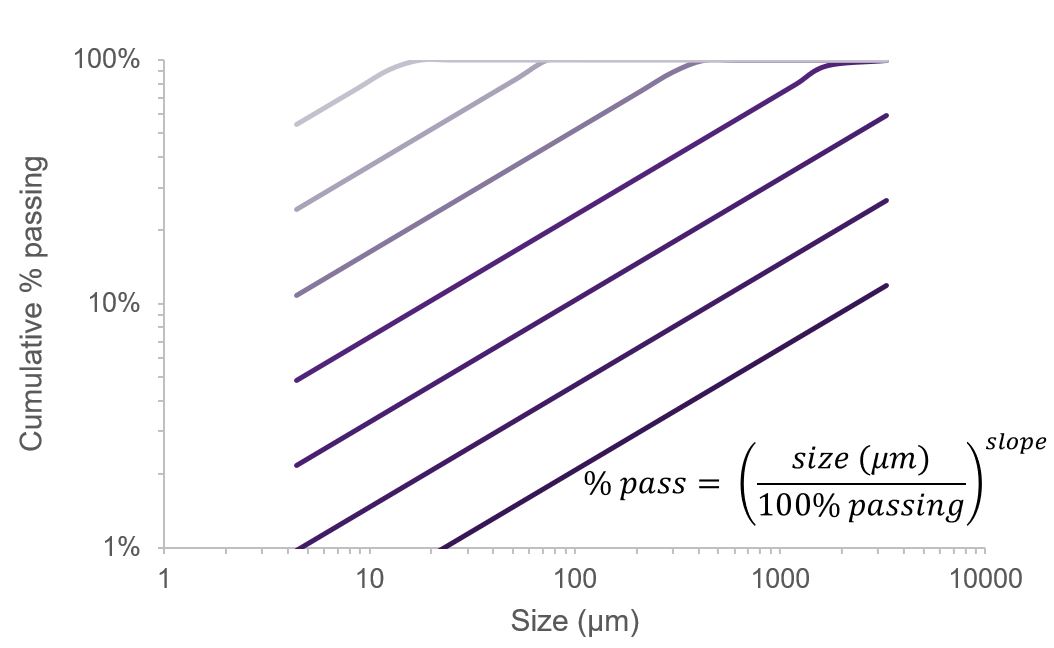
邦德通过测量F来量化尺寸减小的方法80和p80依赖于对数字空间中的平行粒径分布(见图3)。Gates-Gaudin-Schumann(GGS)理想的功率定律尺寸分布方程用于测试三种方法(Bond,Morrell和SSE)之间的差异。通过这个过程,我们发现SSE方法的结果可以提供相同的结果,因为键和Morrell的方法取决于大小分布的梯度。当大小分布的梯度等于0.5时,SSE在数学上等同于OWI的1.44倍。该结果与邦德的方法一致,因为他发现GGS斜率“通常约为0.5”。3。当大小分布的梯度等于莫雷尔指数参数时,SSE与莫雷尔方法成正比(0.295 + p80/1000000)4。该结果可能表明,债券和莫雷尔的方法实际上可能是特殊情况,而SSE可能具有更多的一般应用。
如前所述,通常以75 µm的标记尺寸进行了尺寸特异性的计算5,6,7由于所评估的设备的尺寸减小范围。但是,为了将技术应用于精细的磨削设备(例如搅拌厂),需要使用更精细的标记尺寸。例如,标记尺寸为25和38 µm,用于评估塔楼和Vertimills的性能8。但是,没有任何方法可以将不同标记大小的结果链接。
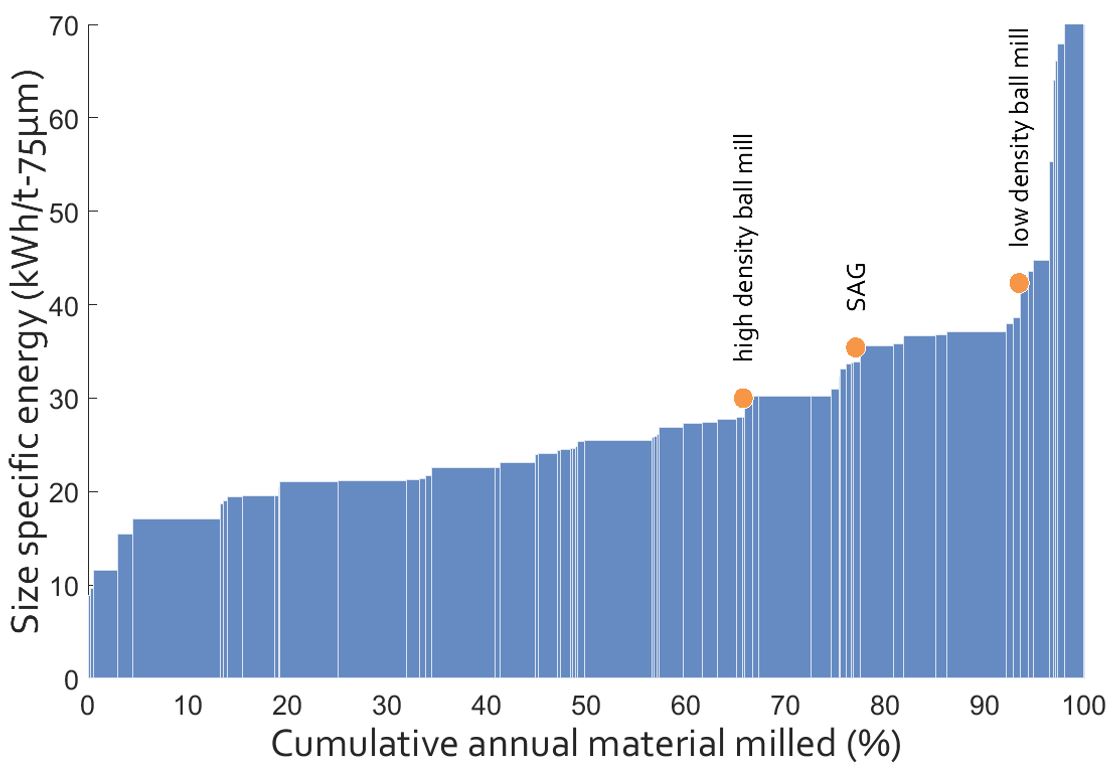
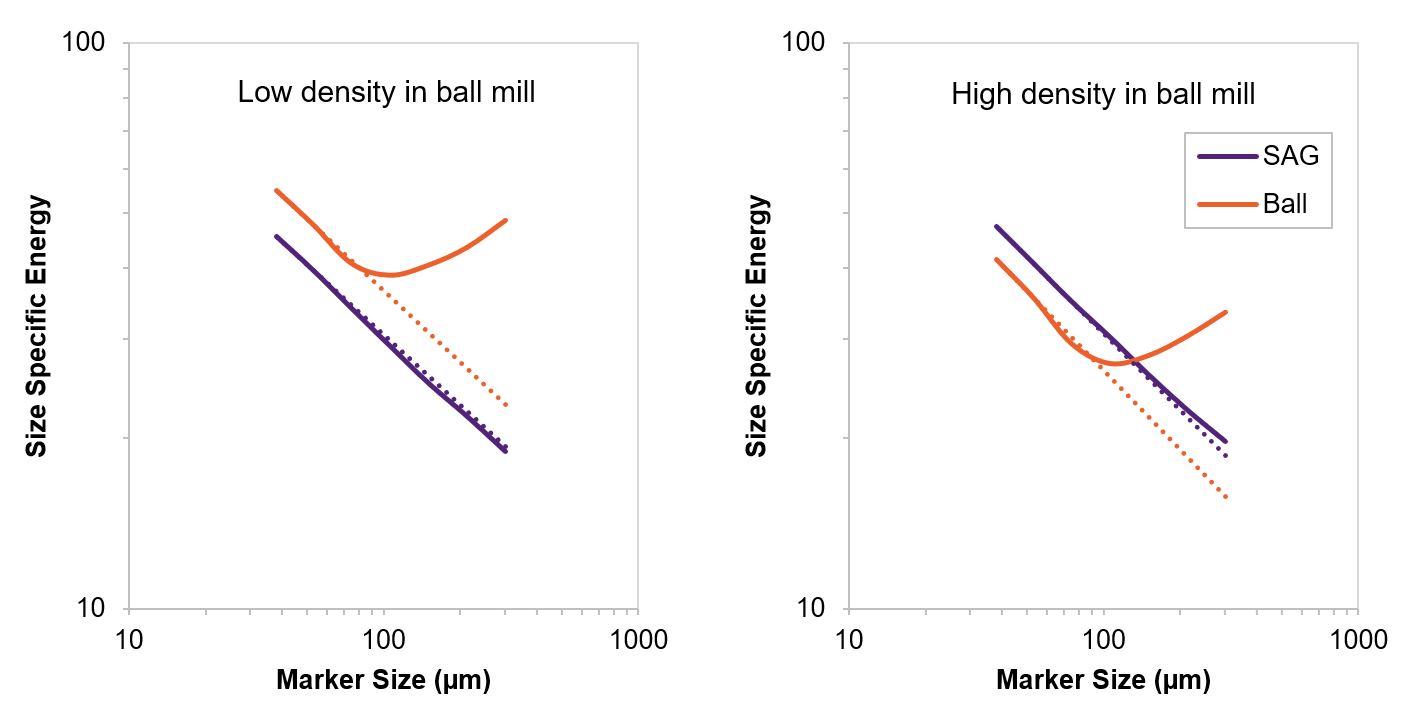
上述理想的GGS尺寸分布研究用于找到标记大小与SSE之间的关系。随着标记尺寸的减小,SSE线性增加(在对数空间中),并且发现遵循功率定律函数的大小分布的理想情况与许多站点调查的测量数据一致。标记尺寸和SSE之间的这种关系可用于将不同标记大小的结果链接到较大尺寸分布范围内的SSE。因此,当精细磨削排除使用75 µm作为标记尺寸时,可以以更细的标记尺寸和关系的梯度从SSE外推SSE75。图3显示了来自相同的SAG和球厂的两个调查结果。在第一次调查中,由于磨坊密度的低密度,球厂的表现不佳,这在第二次调查中得到了纠正。球磨机正在磨80在50至70 µm中,因此不适用传统标记尺寸(75 µm),并且随着标记尺寸接近P的SSE的增加,SSE的增加可以看到这一点100。使用较细的标记大小以及日志(SSE)和日志(标记大小)之间关系的梯度,可以推断出等效的SSE75。这种方法允许将数据映射到标准的SSE强度曲线(见图4),该曲线基于75 µm标记的大小。这些结果表明,球磨机在低密度下运行较差,在数据库中的底部5%(95)Th百分位数)。通过提高磨坊的密度,它朝着更平均的运营状态发展,导致在65处的性能Th数据库中的百分位数。
提出的方法提供了整个电路上的粉碎能量效率的一致测量,与粒度梯度和研磨的细度无关。